The global livestock electrolyte market is witnessing a paradigm shift as farmers move from curative to preventive health management. As intensive farming increases, the demand for oral rehydration and ionic balance solutions has surged across Europe, North America, and Southeast Asia to combat climate-related stress.
Technological integration is the key trend. Modern factories are now combining Electrolysis Technology with traditional nutrition. Electrolyzed water (HOCL) and advanced ionic additives are being used to optimize gut health and ensure biosecurity without relying on antibiotics.
Global buyers now demand high stability, precise concentration, and E-E-A-T compliant manufacturing. Procurement managers look for factories that offer consistent supply chains, multi-regional logistics support, and certified quality control for vitamins and electrolytes.
Zhengzhou Treo Nutrition Co., Ltd., with over 20 years of industry experience, is committed to delivering innovative, efficient, and sustainable nutrition solutions for both animal husbandry and modern agriculture. Leveraging deep technical expertise and continuous research, the company has established a strong foundation in the field of animal nutrition.
We specialize in high-quality feed ingredients and additives such as Corn Gluten Meal 60%, Mycoprotein 70%, and Rice Protein Powder 70%, which are widely recognized for their stable quality, high nutritional value, and cost-effectiveness. Through scientific formulation and strict quality control, we help customers improve feed efficiency, animal health, and overall productivity.



In tropical climates like Brazil or Thailand, our Electrolyte + Vitamin C oral solutions are vital for preventing poultry mortality during summer peaks, maintaining the osmotic balance of cells.
Long-distance livestock transport causes severe dehydration. Our rapid-absorption electrolytes help cattle and swine recover weight and vitality within hours of arrival at feedlots.
Our HCLO Generators provide on-site disinfection. Using electrolyzed water for misting and cleaning ensures a pathogen-free environment, essential for large-scale industrial farms.
Strategically expanding into crop nutrition, we use by-products of our nutrition processes to create organic NPK fertilizers and soil conditioners that enhance nutrient availability.
To better serve international markets, the company operates offices in Zhengzhou and Hong Kong, supported by multiple modern production facilities located in Shandong, Hebei, and Jiangsu. With a well-integrated supply chain and advanced manufacturing processes, we ensure consistent product quality and timely global delivery.
 Material Preparation
Material Preparation Scientific Feeding
Scientific Feeding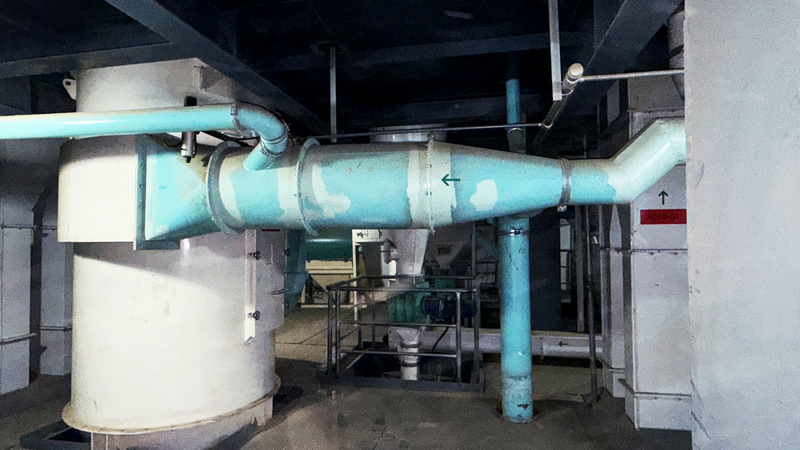 Automated Dedusting
Automated Dedusting Precision Mixing
Precision Mixing Bio-Degerming
Bio-Degerming Fermenting Process
Fermenting Process Secondary Mixing
Secondary Mixing Automatic Packing
Automatic Packing Finished Products
Finished Products Industrial Fermenter
Industrial Fermenter Production Line
Production Line Robot Arm Tech
Robot Arm Tech Spray Drying
Spray Drying Pellet Production
Pellet ProductionFrom raw materials like Corn Gluten Meal to finished electrolytic generators, we control the entire chain, ensuring unbeatable cost-effectiveness and quality stability.
We collaborate with top research institutions to develop next-generation nutritional products that align with global sustainability goals, such as CSL Powder 42% and Organic Fertilizers.
Driven by core values of quality and customer focus, we strive to build long-term partnerships, supporting the advancement of eco-friendly and sustainable farming systems.